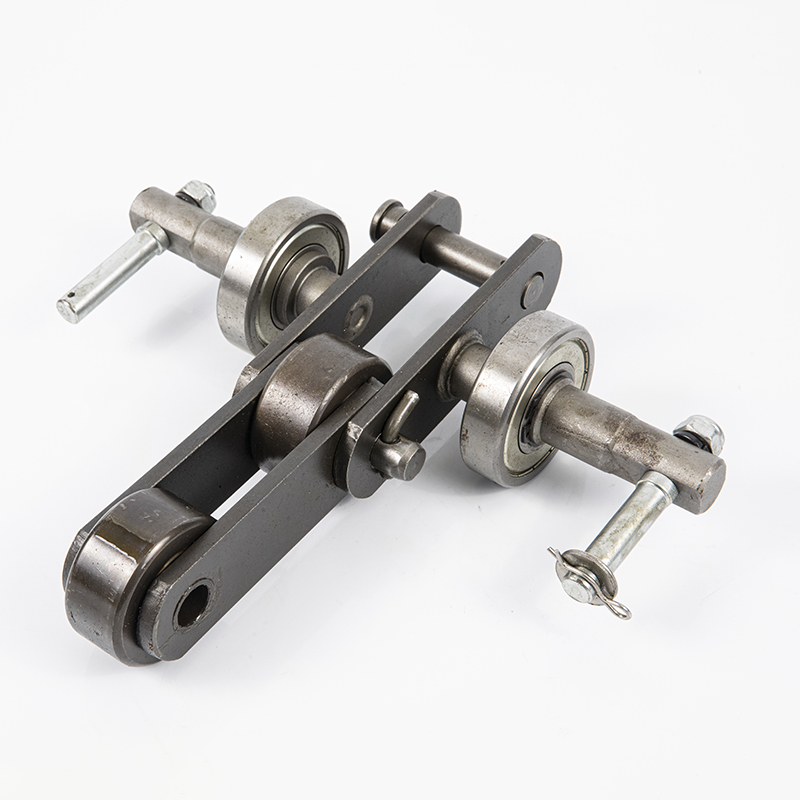
ხელთათმანების წარმოების ხაზისთვის განკუთვნილი ერთლიკრიანი კონვეიერის ჯაჭვი

გადამცემი ჯაჭვი იგივეა, რაც გადამცემი ჯაჭვი. ზუსტი გადამცემი ჯაჭვი ასევე შედგება საკისრების სერიისგან, რომლებიც დამაგრებულია ჯაჭვის ფირფიტაზე შემაკავებელი მექანიზმით და ერთმანეთთან პოზიციური კავშირი ძალიან ზუსტია.
თითოეული საკისარი შედგება ქინძისთავის და სახელოსგან, რომელზეც ბრუნავს ჯაჭვის ლილვაკები. როგორც ქინძისთავი, ასევე სახელო გადის ზედაპირულ გამკვრივებას, რაც საშუალებას იძლევა, სახსრისებრი შეერთებები უფრო მაღალი წნევის ქვეშ იყოს და გაუძლოს ლილვაკების მიერ გადაცემულ დატვირთვას და დარტყმას ჩართვის დროს. სხვადასხვა სიმტკიცის კონვეიერულ ჯაჭვებს აქვთ ჯაჭვის სხვადასხვა დახრილობის სერია: ჯაჭვის დახრილობა დამოკიდებულია კბილანების სიმტკიცის მოთხოვნებზე და ჯაჭვის ფირფიტისა და ზოგადი ჯაჭვის სიმტკიცის მოთხოვნებზე. საჭიროების შემთხვევაში, მისი გამაგრება შესაძლებელია. სახელოს შეიძლება აღემატებოდეს ჯაჭვის ნომინალურ დახრილობასაც, მაგრამ სახელოს მოსახსნელად გადაცემათა კოლოფის კბილებში უნდა იყოს ნაპრალი.
პრობლემების მოგვარება:
კონვეიერის ლენტის გადახრა კონვეიერის ლენტის მუშაობისას ერთ-ერთი გავრცელებული ხარვეზია. გადახრას მრავალი მიზეზი აქვს, რომელთაგან მთავარი მონტაჟის დაბალი სიზუსტე და ყოველდღიური არასათანადო მოვლა-პატრონობაა. მონტაჟის პროცესში, თავისა და კუდის ლილვაკები და შუალედური ლილვაკები მაქსიმალურად ერთსა და იმავე ცენტრალურ ხაზზე უნდა იყოს განლაგებული და ერთმანეთის პარალელურად უნდა იყოს განლაგებული, რათა უზრუნველყოფილი იყოს კონვეიერის ლენტის გადახრა ან უმნიშვნელოდ გადახრა.
გარდა ამისა, თასმის სახსრები სწორი უნდა იყოს და ორივე მხარეს პერიმეტრები ერთნაირი უნდა იყოს.
გამოყენებისას, თუ გადახრა შეინიშნება, მიზეზის დასადგენად და კორექტირების შესასრულებლად უნდა ჩატარდეს შემდეგი შემოწმებები. კონვეიერის ლენტის გადახრის ხშირად შემოწმებული ნაწილები და დამუშავების მეთოდებია:
(1) შეამოწმეთ როლიკერის ჰორიზონტალურ ცენტრალურ ხაზსა და ქამრის კონვეიერის გრძივ ცენტრალურ ხაზს შორის შეუსაბამობა. თუ არადამთხვევის მნიშვნელობა 3 მმ-ს აღემატება, მისი რეგულირებისთვის უნდა გამოიყენოთ როლიკერის ნაკრების ორივე მხარეს არსებული გრძელი სამონტაჟო ხვრელები. კონკრეტული მეთოდია კონვეიერის ქამრის რომელი მხარეა დახრილი, როლიკერის ჯგუფის რომელი მხარე მოძრაობს წინ კონვეიერის ქამრის მიმართულებით, თუ მეორე მხარე მოძრაობს უკან.
(2) შეამოწმეთ თავისა და კუდის ჩარჩოს საკისრის საყრდენის ორი სიბრტყის გადახრის მნიშვნელობა. თუ ორი სიბრტყის გადახრა 1 მმ-ზე მეტია, ორივე სიბრტყე უნდა იყოს მორგებული ერთსა და იმავე სიბრტყეში. თავის ლილვაკის რეგულირების მეთოდი ასეთია: თუ კონვეიერის ლენტი ლილვაკის მარჯვენა მხარეს გადაიხრება, ლილვაკის მარჯვენა მხარეს მდებარე საკისრის საყრდენი წინ უნდა გადაადგილდეს ან მარცხენა საკისრის საყრდენი უკან უნდა გადაადგილდეს; ბარაბნის მარცხენა მხარეს მდებარე საკისრის საყრდენი წინ უნდა გადაადგილდეს ან მარჯვენა მხარეს მდებარე საკისრის საყრდენი უკან უნდა გადაადგილდეს. კუდის ლილვაკის რეგულირების მეთოდი თავის ლილვაკის რეგულირების მეთოდის საპირისპიროა.
(3) შეამოწმეთ მასალის პოზიცია კონვეიერის ლენტაზე. თუ მასალა არ არის ცენტრირებული კონვეიერის ლენტის განივკვეთზე, ეს გამოიწვევს კონვეიერის ლენტის გადახრას. თუ მასალა გადაიხრება მარჯვნივ, ლენტი გადაიხრება მარცხნივ და პირიქით. გამოყენების დროს მასალა მაქსიმალურად ცენტრირებული უნდა იყოს. ამ ტიპის კონვეიერის ლენტის გადახრის შესამცირებლად ან თავიდან ასაცილებლად, მასალის მიმართულებისა და პოზიციის შესაცვლელად შეიძლება დაემატოს დეფლექტორული ფირფიტა.